Литьё под давлением на ТПА
Общий принцип процесса
Литьё под давлением – это процесс, в котором итог зависит не от одной операции, а от того, насколько стабильно держатся параметры цикла.
Сам впрыск – всего лишь часть процесса, и не самая сложная с точки зрения управления.

Пластикация материала
Материал поступает в цилиндр в виде гранул и по мере движения шнеком проходит стадию пластикации. Важно не просто расплавить полимер, а получить однородную массу. Если остаются непроплавленные участки или, наоборот, есть перегрев, это почти сразу проявляется на изделии – страдает поверхность, могут появляться слабые зоны.

Впрыск и заполнение формы
После накопления дозы начинается впрыск. Обычно используют ступенчатый профиль: сначала скорость, затем давление. Момент переключения подбирается по фактическому заполнению формы. Если перейти слишком рано – будет недолив, если поздно – растёт нагрузка на форму и появляется риск облоя.

Выдержка и усадка
Следующий этап напрямую влияет на геометрию детали – это выдержка под давлением. Полимер остывает и уменьшается в объёме, поэтому материал дополнительно подаётся через литниковую систему. Если этого недостаточно, в толстых местах появляются утяжины. Если переборщить – накапливаются внутренние напряжения, которые потом дают деформацию.
Параметры и температура
Параметры цикла
Основные параметры всегда связаны между собой:
- скорость и характер заполнения
- давление и время выдержки
- температура расплава и формы
На практике их не настраивают по отдельности – любое изменение тянет за собой остальное.
Температурный режим
Температура формы влияет не только на охлаждение. Для кристаллических материалов она определяет усадку и жёсткость, для аморфных – внешний вид и уровень внутренних напряжений. По сути, форма работает как часть тепловой системы, а не просто задаёт геометрию.
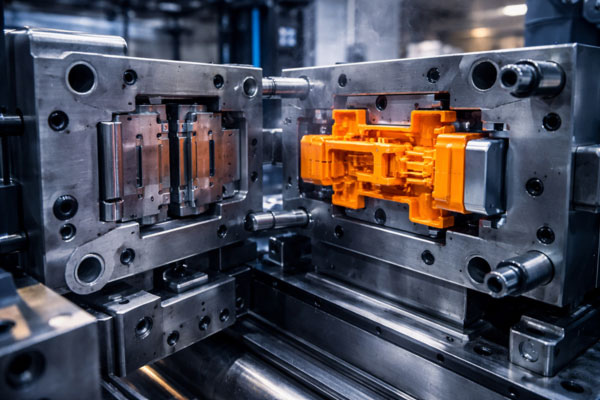
Конструкция пресс-формы
Пресс-форма решает сразу несколько задач: заполнение, охлаждение и извлечение изделия. Это обеспечивается за счёт литниковой системы, каналов охлаждения и механики выталкивания. Если баланс нарушен, проблемы появляются быстро – чаще всего это коробление или нестабильное заполнение.
Влияние свойств полимеров на процесс
С материалами всё не так однозначно, как кажется. Даже один и тот же пластик от разных производителей может вести себя по-разному. Влажность, текучесть, добавки – всё это влияет на режим.
Поэтому настройка всегда идёт через реальные отливки: смотрят на вес, геометрию, внешний вид и уже по факту корректируют параметры цикла.

Как это применяется на практике
В ЗТПИ производство изделий из пластика рассматривается не как набор отдельных операций. На практике это одна связанная цепочка – от проработки изделия до выпуска готовой партии.
Такой подход позволяет избежать типовых проблем. Когда проект делят между разными исполнителями, ошибки накапливаются: не учитывается усадка, возникают сложности с режимами, требуется переделка формы. В итоге это влияет на сроки и стоимость.
Когда все этапы ведутся в рамках одного процесса, подобных ситуаций удаётся избежать.
Процесс включает:
Разработка и доработка 3D-модели изделия
Инженерная адаптация конструкции под литьё
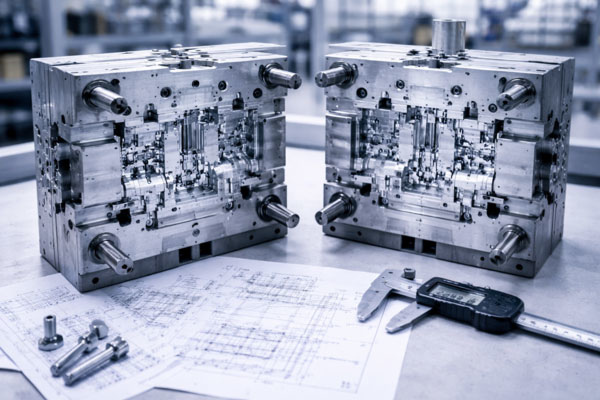
Проектирование и изготовление пресс-форм

Подбор материала и настройка режимов

Серийное производство изделий

Контроль качества и упаковка
Важно не только наличие этих этапов, но и то, что они не разрываются между подрядчиками. Проект ведётся последовательно одной командой.
Это позволяет контролировать результат на всех стадиях – от модели до готового изделия, включая геометрию, внешний вид и стабильность партии.
Для заказчика это означает понятные сроки, предсказуемые характеристики продукции и отсутствие необходимости координировать несколько исполнителей. Проект реализуется как единая задача с одной точкой ответственности.
Свяжитесь с нами любым удобным способом
Адрес:
141401, МО, г. Химки, ул. Рабочая, д. 2А корпус 13
Номер:
+7 (993) 898-91-31Почта:
zakaz@ztpi.ru