3D-печать (FDM, SLA)
Общий принцип технологии
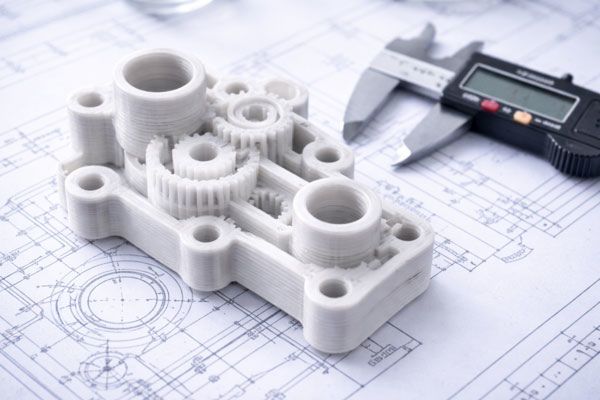
3D-печать используют там, где нужно быстро получить физический прототип без изготовления формы. Модель разбивается на слои и последовательно воспроизводится оборудованием.
Это инструмент разработки, а не полноценная замена литья. Основная задача – как можно раньше увидеть геометрию «в руках» и проверить, как она ведёт себя в реальности.
Подготовка модели и slicing
Перед печатью модель обрабатывается в slicer-программе. На этом этапе задаются параметры, которые напрямую влияют на результат: высота слоя, плотность заполнения, толщина стенок и наличие поддержек.
Все настройки связаны между собой. Более тонкий слой даёт лучшую детализацию, но увеличивает время. Более плотное заполнение повышает жёсткость прототипа, но увеличивает расход материала.
Ориентация модели здесь тоже критична. Она влияет не только на внешний вид, но и на прочность и стабильность геометрии.
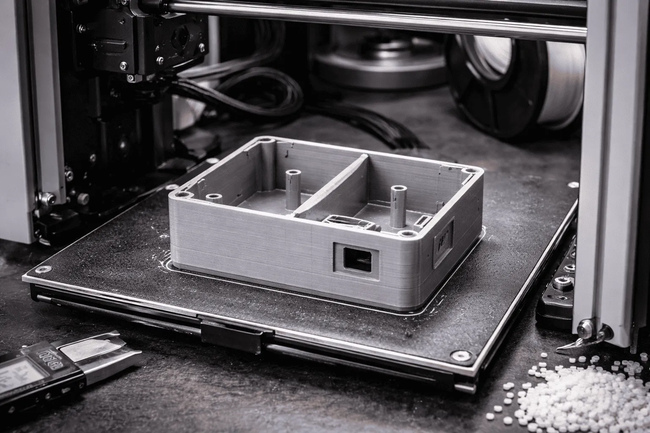
FDM-технология (послойная экструзия)
В FDM материал в виде нити подаётся в нагревательный блок, расплавляется и через сопло наносится слоями. После укладки он остывает и формирует структуру прототипа.
Процесс сильно зависит от режима. Температура определяет, насколько хорошо слои будут сцепляться. Если она недостаточная, прототип расслаивается. Если слишком высокая – начинает теряться геометрия.
Подача материала тоже влияет на результат. Недостаток приводит к пустотам, избыток – к наплывам и снижению точности.
Адгезия и поведение слоёв
Так как прототип формируется послойно, прочность распределяется неравномерно. Вдоль слоёв он работает стабильнее, чем между ними.
Если параметры подобраны неудачно, это проявляется сразу: слои могут расходиться, появляются зазоры, снижается прочность на разрыв.
Отдельно контролируется первый слой. Если он плохо зафиксирован, прототип может сместиться или деформироваться ещё в процессе печати.
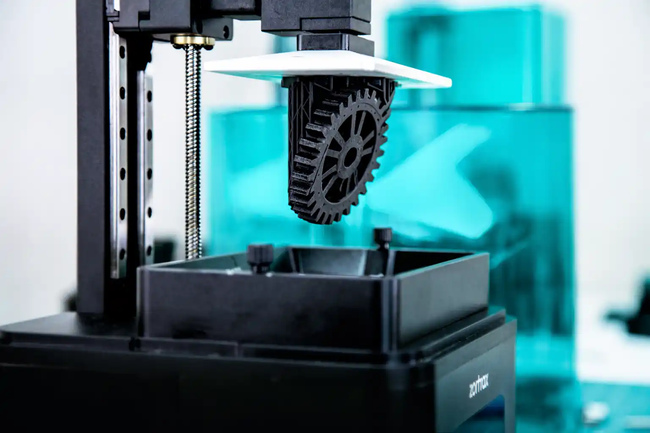
SLA-технология (фотополимеризация)
В SLA используется жидкий фотополимер, который отверждается под действием света. За счёт этого можно получить прототипы с высокой точностью и хорошей поверхностью.
При этом важно учитывать, что процесс не заканчивается на печати. Деталь необходимо промыть и дополнительно отвердить. Без этого материал остаётся нестабильным и не набирает нужные свойства.
Также сами материалы ведут себя иначе, чем классические пластики, особенно при длительном использовании.
Проблемы и ограничения
Влияние ориентации и геометрии
Ориентация модели влияет на то, как прототип будет формироваться. В FDM это связано с направлением слоёв, в SLA – с процессом отделения слоя от ванны.
На практике это означает, что одна и та же модель может дать разный результат. В одном положении прототип получается стабильным, в другом – появляются деформации или дефекты поверхности.
Ограничения технологии
3D-печать хорошо подходит для прототипирования, но имеет ограничения. Время изготовления растёт вместе с количеством деталей, а свойства могут отличаться даже при одинаковых настройках.
Поэтому технология используется именно как этап разработки, а не как способ серийного производства.
Как это применяется на практике
В ЗТПИ 3D-печать используется как инструмент для отработки изделий до запуска в производство.
С её помощью:

Проверяется геометрия

Оценивается сборка

Выявляются проблемные зоны
После этого модель дорабатывается и уже в корректном виде передаётся в литьё под давлением.
Такой подход позволяет не переносить ошибки в пресс-форму, где их исправление значительно сложнее и дороже.
Свяжитесь с нами любым удобным способом
Адрес:
141401, МО, г. Химки, ул. Рабочая, д. 2А корпус 13
Номер:
+7 (993) 898-91-31Почта:
zakaz@ztpi.ru