Литьё пластмасс под давлением – физика процесса и технологические этапы
Литье пластмасс под давлением – это не просто механическая заливка жидкости в металлическую емкость. С точки зрения физики это управляемый процесс плавления, течения и охлаждения полимера под давлением. Технология сводится к тому, чтобы заставить твердый полимер перейти в текучее состояние, под высоким давлением протолкнуть эту вязкую массу через узкие каналы, а затем резко охладить, зафиксировав новую геометрию.
В этой статье мы оставим за скобками устройство станков и разберем саму технологию: как ведет себя материал, из каких этапов строится идеальный цикл и почему на одних и тех же режимах можно получить как бракованную, так и идеальную деталь.

Этап 0. Подготовка сырья – почему нельзя просто засыпать пластик?
Новички часто упускают этот момент, хотя на этом этапе часто формируется значительная часть будущего брака. Полимеры капризны к влаге. Существуют гигроскопичные пластики (например, полиамид (ПА), поликарбонат (ПК), АБС-пластик), которые способны активно поглощать влагу из воздуха.
Если запустить влажную гранулу в переработку, при нагреве до 250 °C вода мгновенно превратится в пар. Этот пар образует микропустоты и вызывает гидролитическую деструкцию материала. На готовой детали это проявится в виде «серебра» (белесых разводов на поверхности), потери прочности и микропузырей на срезе. Поэтому перед литьем материал в обязательном порядке пропускают через бункерные сушилки, где он часами обдувается горячим воздухом с точкой росы до -40 °C.

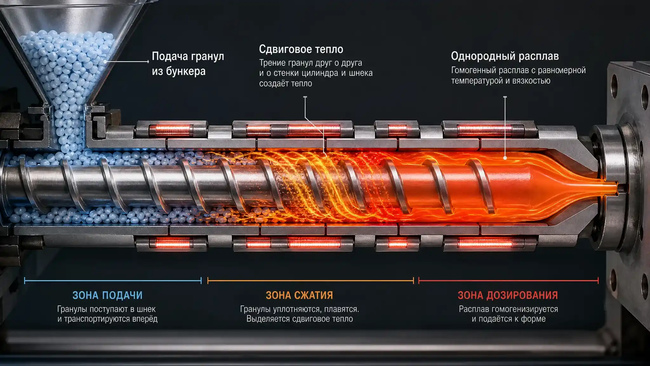
Этап 1. Пластикация – превращение гранулы в расплав
Технологический цикл начинается с пластикации. Это процесс перевода полимера из твердого агрегатного состояния в вязкотекучее.
Ошибочно думать, что пластик плавится только за счет внешних электрических нагревателей (ТЭНов), надетых на цилиндр. Значительная часть тепла образуется за счет сдвиговых деформаций материала при работе шнека. Шнек захватывает холодную гранулу и начинает протаскивать ее вперед, сжимая в сужающемся канале. Гранулы трутся друг о друга и о стенки металла, выделяя большое количество сдвигового тепла.
Главная задача технолога на этом этапе – получить гомогенный расплав. В массе не должно быть холодных комков (недоплавов) или перегретых участков (деструкции). Если перегреть материал, химические связи в полимере начнут рваться, пластик потемнеет, потеряет упругость и станет хрупким, как стекло.
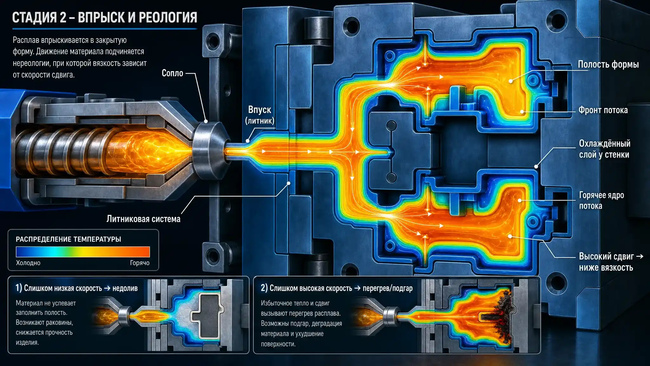
Этап 2. Впрыск и реология полимеров
Накопленная доза расплава с высокой скоростью впрыскивается в закрытую пресс-форму. В этот момент начинает работать реология - наука о поведении текучих материалов.
Расплавленный пластик относится к неньютоновским жидкостям. При увеличении скорости сдвига его вязкость снижается, поэтому материал легче проходит через тонкие литники и узкие участки формы.
Но есть другая проблема. Расплав движется по холодным стальным каналам пресс-формы и быстро охлаждается у стенок. Из-за этого образуется плотный охлажденный слой расплава у стенки формы, а основной поток продолжает двигаться внутри него.
Если скорость впрыска слишком низкая, материал начнет остывать раньше полного заполнения формы. В результате появляется недолив. Если скорость слишком высокая, расплав перегревается из-за сильного сдвигового трения. Это может привести к термодеструкции пластика, следам подгорания и другим дефектам поверхности.
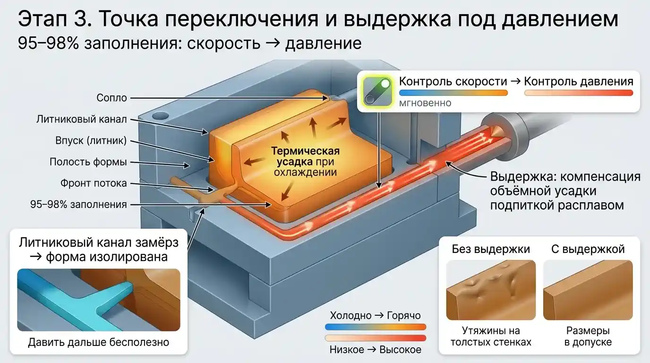
Этап 3. Точка переключения и выдержка под давлением
Это самый ювелирный момент всей технологии литья. Когда пресс-форма заполнена расплавом на 95–98%, машина должна мгновенно переключиться с режима «контроль скорости» на режим «контроль давления».
Зачем это нужно? Полимеры обладают высокой термической усадкой. Остывая, пластик уменьшается в объеме. Если просто залить форму и оставить ее остывать, деталь сожмется, на толстых стенках появятся впадины (утяжины), а размеры уйдут от заданных чертежей.
Чтобы этого избежать, на этапе выдержки машина продолжает давить на расплав, компенсируя объемную усадку дополнительной подачей расплава. Это происходит до тех пор, пока литниковый канал не замерзнет окончательно. После этого давить бесполезно – форма изолирована.
Этап 4. Охлаждение и кристаллизация
После того как впускной литник затвердеет, начинается этап чистого охлаждения. Внутри пресс-формы циркулирует жидкость (вода или масло), которая забирает тепло от горячего пластика. Этот этап занимает до 60-70% всего времени литьевого цикла.
Здесь важно понимать разницу между полимерами:
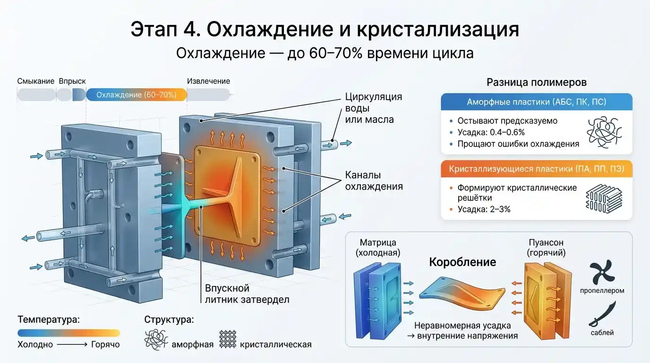
Аморфные пластики (АБС, ПК, ПС)
Остывают предсказуемо, усадка у них небольшая (около 0.4–0.6%). Они прощают многие ошибки охлаждения.
Кристаллизующиеся пластики (ПА, ПП, ПЭ)
При остывании их молекулы пытаются выстроиться в плотные кристаллические решетки. Их усадка может достигать 2-3%.
Если форма охлаждается неравномерно (например, матрица холодная, а пуансон горячий), одна сторона детали сожмется сильнее другой. Возникнут внутренние напряжения, которые неминуемо приведут к короблению – ровную плоскость детали выгнет «пропеллером» или саблей сразу после извлечения.
Специфические дефекты технологии и их физика
Технология литья сопряжена с десятками дефектов, которые невозможно устранить механической доработкой станка. Вот лишь некоторые, напрямую связанные с физикой расплава:
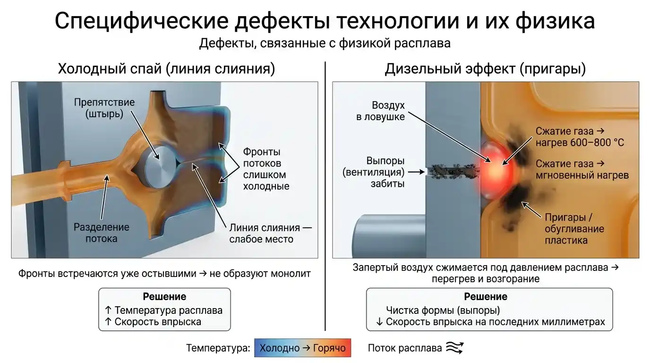
Холодный спай (линия слияния)
Когда поток пластика огибает в форме препятствие (например, штырь для отверстия), он разделяется на два русла. Встречаясь за препятствием, фронты потоков могут быть уже слишком холодными, чтобы сплавиться в монолит. На детали образуется видимая линия-шов, которая лопнет при малейшей нагрузке.
Решение: поднять температуру или скорость впрыска.
Дизельный эффект (пригары)
Внутри закрытой пресс-формы всегда есть воздух. При впрыске расплав выгоняет этот воздух через микронные выпоры (каналы). Если выпоры забиты, воздух оказывается заперт в ловушке. Под огромным давлением расплава газ сжимается, моментально нагреваясь до 600-800 °C. Воздух буквально воспламеняется, сжигая пластик в черную золу.
Решение: чистка формы и снижение скорости впрыска на последних миллиметрах.
Баланс переменных
Литье пластмасс под давлением – это всегда поиск компромисса между временем цикла, температурой и давлением. Нельзя просто выкрутить скорость на максимум, чтобы производить больше деталей за смену – материал начнет гореть от напряжения сдвига. Нельзя переохладить форму ради экономии секунд – деталь застрянет или деформируется из-за ускоренной кристаллизации.
Команда наших специалистов найдет то узкое окно параметров, в котором поведение вязкотекучего расплава, технические параметры оснастки (пресс-формы) и возможности оборудования работают в оптимально-возможном режиме, что позволяет нам решать основные задачи наших партнеров - стабильно выдавать изделия из пластика в кратчайшие сроки, в нужном объеме, необходимого качества и с минимальной себестоимостью.
